













制定方法1:以实测件为基准
大部分单位采用实测件为基准
方法是:
A企业是第一家使用C扫描设备的,批量检测100件,对这100件反复检测3-5次,最后确定合适的检测参数后,挑选出当前钎着率值为90%的件。经长期使用,确认90%作为标准没有问题。那么90%就是我们的标准。
B企业购买新的C扫描设备后,可直接把A企业的件拿过来作为标准,假设A企业给B企业的某件为91%,那么B企业需要调整他的新C扫描设备,直到检测值也为91%,然后才能开展钎着率检测业务。
虽然大部分企业都这么做,但这样制定标准是一个长期的过程。
注:如果对80%的长期使用没有问题,那么80%就是我们的标准。
制定方法2:以标准块为基准
也就是以自制标准缺陷试样为基准
为了迅速、准确的制定标准,航空航天企业则必须以试块为依据。
如下图所示,假设试块直径为30mm,加工缺陷的直径为2mm
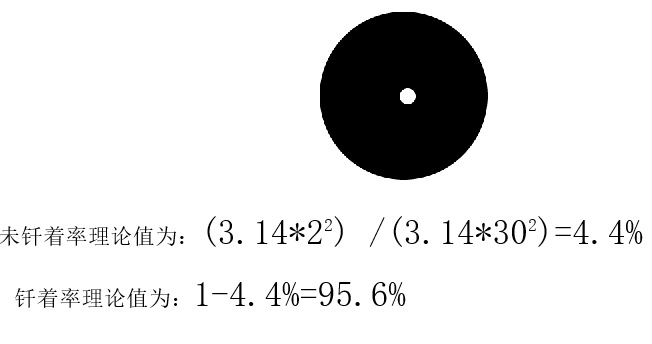
试块制备好以后,调试C扫描设备,使检出的值为95.6%
然后就可以开展钎着率检测业务了。
这样以“自制标准缺陷为基准”,钎着率值才最真实准确。
至于钎着率值多少就算合格,则同样需要在长期使用中确定。
注:
虽然以“自制标准缺陷为基准”,钎着率值才最真实准确。
但如果您所在的行业不是自制标准缺陷为基准,您也就不能自制标准缺陷为基准
因为同一行业需遵照同一个标准。
这时就需要拿到其它单位的件的钎着率值作为标准。
如果您的行业从未建立标准,那么您单位就需要首创标准。

